Ovdje vas kineski proizvođači šperploče podsjećaju da je pri kupnji šperploče bitno pronaći izvornog proizvođača za profesionalniji, sigurniji i ekonomičniji izbor.
Što je šperploča
Šperpločajedan je od najsvestranijih i najpriznatijih proizvoda od ploča na bazi drva koji se koriste u raznim građevinskim projektima diljem svijeta. Nastaje spajanjem smole i listova drvenog furnira u kompozitni materijal koji se prodaje u pločama. Tipično, šperploča ima lice furnira višeg stupnja od jezgre furnira. Primarna funkcija središnjih slojeva je povećati razmak između vanjskih slojeva gdje su naprezanja savijanja najveća, čime se povećava otpornost na sile savijanja. To šperploču čini izvrsnim izborom za primjene koje zahtijevaju i snagu i fleksibilnost.

Uvod u proizvodne procese
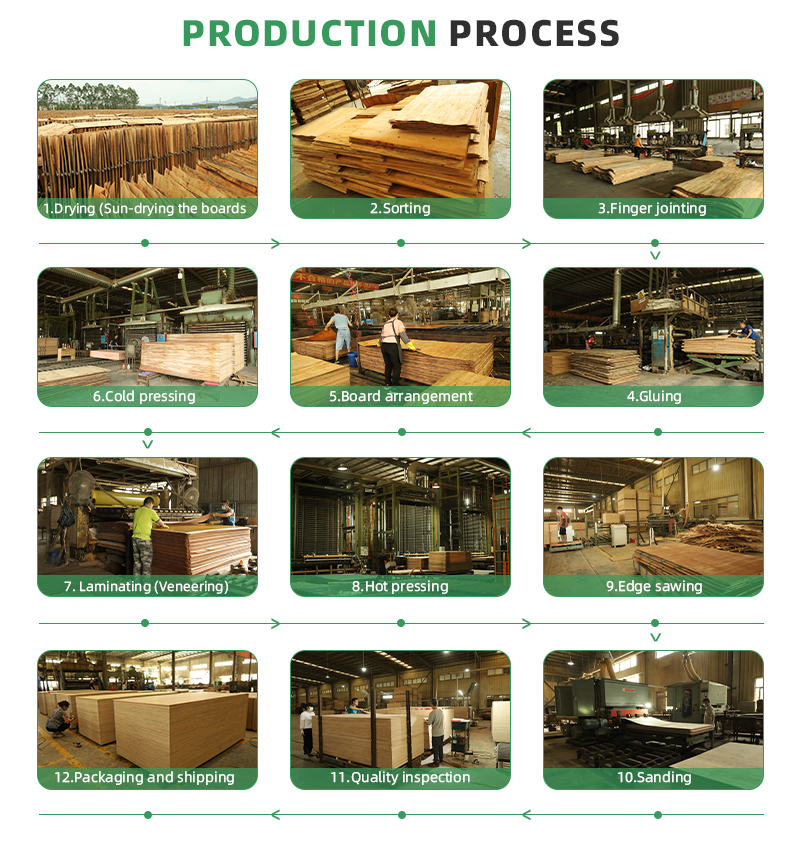
Šperploča, obično poznata kao višeslojna ploča, furnir ploča ili jezgrena ploča, izrađuje se rezanjem furnira iz segmenata trupaca, a zatim ih lijepi i vruće preša u tri ili više (neparan broj) slojeva ploče. Proces proizvodnje šperploče uključuje:
Rezanje, guljenje i rezanje trupaca; Automatsko sušenje; Potpuno spajanje; Lijepljenje i montaža gredica; Hladno prešanje i popravak; Vruće prešanje i stvrdnjavanje; Piljenje, struganje i brušenje; Tri puta prešanje, tri puta popravke, tri puta piljenje i tri puta brušenje; punjenje; Pregled gotovog proizvoda; Pakiranje i skladištenje; Prijevoz
Rezanje i guljenje trupaca
Guljenje je najvažnija karika u procesu proizvodnje šperploče, a kvaliteta ljuštenog furnira izravno će utjecati na kvalitetu gotove šperploče. Trupci promjera većeg od 7 cm, poput eukaliptusa i raznih borova, režu se, gule i zatim režu na furnire debljine manje od 3 mm. Ljušteni furniri imaju dobru ujednačenost debljine, nisu skloni probijanju ljepila i imaju lijepe radijalne uzorke.
Automatizirano sušenje
Proces sušenja povezan je s oblikom šperploče. Oguljene furnire potrebno je osušiti na vrijeme kako bi se osiguralo da njihov sadržaj vlage dosegne proizvodne zahtjeve šperploče. Nakon automatiziranog procesa sušenja, sadržaj vlage u furnirima kontrolira se ispod 16%, iskrivljenost ploče je mala, nije je lako deformirati ili raslojiti, a učinak obrade furnira je izvrstan. U usporedbi s tradicionalnom prirodnom metodom sušenja, na automatski proces sušenja ne utječu vremenske prilike, vrijeme sušenja je kratko, dnevni kapacitet sušenja je jak, učinkovitost sušenja je veća, brzina je brža, a učinak je bolji.
-Drying-Sun-drying-the-boards.jpg)
Potpuno spajanje, lijepljenje i sklapanje gredica
Metoda spajanja i upotrijebljeno ljepilo određuju stabilnost i ekološku prihvatljivost šperploče, što je ujedno i najveći problem za potrošače. Najnovija metoda spajanja u industriji je metoda potpunog spajanja i nazubljena struktura spajanja. Osušeni i oguljeni furniri su spojeni u cijelu veliku ploču kako bi se osigurala dobra elastičnost i žilavost furnira. Nakon postupka lijepljenja, furniri se raspoređuju u križni uzorak prema smjeru vlakana drva kako bi se formirala gredica.

Hladno prešanje i popravak
Hladno prešanje, također poznato kao prethodno prešanje, koristi se kako bi se furniri u osnovi međusobno prianjali, sprječavajući nedostatke kao što su pomicanje furnira i slaganje jezgrene ploče tijekom procesa pomicanja i rukovanja, dok se također povećava fluidnost ljepila kako bi se olakšalo stvaranje dobrog filma ljepila na površini furnira, izbjegavajući pojavu nedostatka ljepila i suhog ljepila. Gredica se transportira do stroja za predprešanje i nakon 50 minuta brzog hladnog prešanja izrađuje se ploča jezgre.
Popravak gredica ploča je dodatni proces prije vrućeg prešanja. Radnici popravljaju površinski sloj temeljne ploče sloj po sloj kako bi osigurali da je površina glatka i lijepa.

Vruće prešanje i stvrdnjavanje
Stroj za vruće prešanje jedna je od najvažnijih oprema u procesu proizvodnje šperploče. Vruće prešanje može učinkovito izbjeći probleme stvaranja mjehurića i lokalnog raslojavanja u šperploči. Nakon vrućeg prešanja, trupac se mora hladiti oko 15 minuta kako bi se osigurala stabilnost strukture proizvoda, visoka čvrstoća i izbjegavanje deformacije savijanja. Ovaj proces je ono što nazivamo razdobljem "stvrdnjavanja".

Piljenje, struganje i brušenje
Nakon razdoblja stvrdnjavanja, trupac će biti poslan u stroj za piljenje kako bi se izrezao u odgovarajuće specifikacije i veličine, paralelno i uredno. Zatim se površina ploče struže, suši i brusi kako bi se osigurala ukupna glatkoća, jasna tekstura i dobar sjaj površine ploče. Do sada je završen prvi krug od 14 proizvodnih procesa procesa proizvodnje iverice.
Tri puta prešanje, tri puta popravke, tri puta piljenje i tri puta brušenje
Visokokvalitetna šperploča mora proći kroz višestruke procese finog poliranja. Nakon prvog brušenja, šperploča će biti podvrgnuta drugom slojevanju, hladnom prešanju, popravku, vrućem prešanju, piljenju, struganju, sušenju, brušenju i točkastom struganju, ukupno 9 procesa u drugom krugu.
Konačno, gredica je zalijepljena izuzetnom i prekrasnom tehnologijom drvene površine, površine od mahagonija, a svaka šperploča također prolazi kroz treće hladno prešanje, popravak, vruće prešanje, struganje, brušenje, piljenje i ostalih 9 procesa. Ukupno "tri prešanja, tri popravka, tri piljenja, tri brušenja" 32 proizvodna procesa, proizvodi se površina ploče koja je ravna, strukturno stabilna, ima malu količinu deformacija, te je lijepa i izdržljiva

Punjenje, sortiranje gotovih proizvoda
Formirana šperploča se nakon završne kontrole pregledava i puni te sortira. Znanstvenim testiranjem debljine, duljine, širine, sadržaja vlage i kvalitete površine te drugih standarda, kako bi se osiguralo da je svaka proizvedena šperploča kvalificirane i stabilne kvalitete, s najboljim fizičkim i obradnim performansama.

Pakiranje i skladištenje
Nakon odabira gotovog proizvoda, radnici pakiraju šperploču u skladište kako bi izbjegli sunce i kišu.

TONGLI DRVO
Za što se koristi šperploča?
Šperploča je uobičajena vrsta ploča koja se koristi u raznim industrijama. Oni su kategorizirani uobična šperpločaiposebna šperploča.
Glavne upotrebe odposebna šperpločasu kako slijedi:
1. Prvi stupanj prikladan je za vrhunske arhitektonske ukrase, namještaj srednje do visoke klase i kućišta za razne električne uređaje.
2. Grade two je prikladan za namještaj, opću konstrukciju, vozila i brodske ukrase.
3.Treći stupanj prikladan je za jeftine renovacije zgrada i materijale za pakiranje. Posebna klasa je pogodna za vrhunske arhitektonske ukrase, vrhunski namještaj i druge proizvode s posebnim zahtjevima
Obična šperpločaKlasificira se u klasu I, klasu II i klasu III na temelju vidljivih grešaka u materijalu i grešaka obrade na šperploči nakon obrade.
1. Šperploča klase I: šperploča otporna na vremenske uvjete, koja je izdržljiva i može izdržati kuhanje ili obradu parom, pogodna za vanjsku upotrebu.
2. Šperploča klase II: Vodootporna šperploča, koja se može namakati u hladnoj vodi ili podvrgnuti kratkotrajnom namakanju u vrućoj vodi, ali nije prikladna za kuhanje.
3. Šperploča klase III: Šperploča otporna na vlagu, sposobna izdržati kratkotrajno namakanje hladnom vodom, pogodna za unutarnju upotrebu.

Vrijeme objave: 8. srpnja 2024






